鎂合金壓鑄凝固次序的一般規律是:jiaobochujihejinyezuixiantingzhiliudongchuwangwangzuixianninggu���,jiaohouchujihejinyetiliuguoshijianzuichangjizuihouchongxingchuwangwangzuihouninggu�����,ersuokongyusuosongdequexianzuiyijizhongzaizhujianzuihouninggudebuwei。
meihejinyedeninggufangshiweijiejingwendufanweibijiaokuandecengzhuangninggu���,jiyoubiaojilizhucengninggu。suizheninggudejinxing�����,jinshudeshousuoyezaibuduandijinxing���,jiekehoudubuduanzengjia��,waibuyalidezuoyongyuelaiyuexiao���,zuihoushizhujianneibuyalidiyuwaibuyalizaochengneibuzhenkong�,congerxingchengsuokongyusuosongquexian。
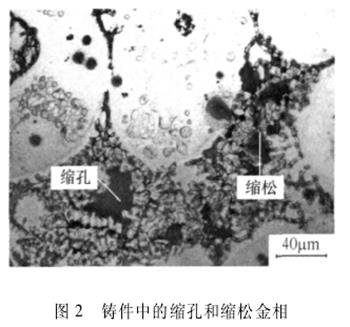
壓鑄件中大而集中的孔洞為縮孔��,小而分散的孔洞為縮鬆����,縮鬆和縮孔的孔洞形狀不規則�����、不光滑����,表麵呈暗色(如圖所示) ����,而氣孔具有光滑的表麵���,形狀為圓形。
1�、鎂合金半固態注射成型縮孔與縮鬆缺陷產生的原因
( 1) 鑄件在凝固過程中���,因產生收縮且得不到金屬液補償而造成空穴。
( 2) 壓射比壓低���,增壓壓力過低。
( 3) 模具設計不合理�����,不能夠建立合理的凝固順序。
( 4) 內澆道較薄����、麵積過小��,過早凝固�,不利於壓力傳遞和金屬液補縮。
2�����、鎂合金半固態注射成型縮孔與縮鬆缺陷的防止措施
( 1) 降低澆注溫度�����,減少收縮量。
( 2) 提高壓射比壓及增壓壓力。
( 3) 合理設計模具����,建立順序凝固條件�,使縮孔與縮鬆排除於鑄件外。
( 4) 改變鑄件結構���,減少金屬積聚����,使壁厚盡可能均勻。
 關注官方微信
關注官方微信
